表1-1焊接电弧的经特性曲线特点及应用
特性区段
下降特性段
水平特性段
上升特性段
电流与电压的关系
电流增加,电压减小
电流增加,电压不变
电弧电压只随弧长而变化
电流增加,电压增大
适用的焊接方法
电弧不稳很少采用
焊条电弧焊、埋弧焊、钨极氩弧焊、
等离子弧焊
CO:气体保护焊、熔化极氩弧焊、钨
极氩弧焊、等离子弧焊(大电流时)
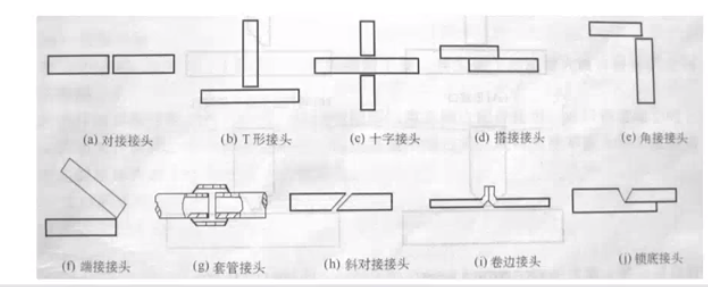
焊接接头类型:
对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头10种。其中,对接接头和T形接头在焊接生产中应用最为普遍。
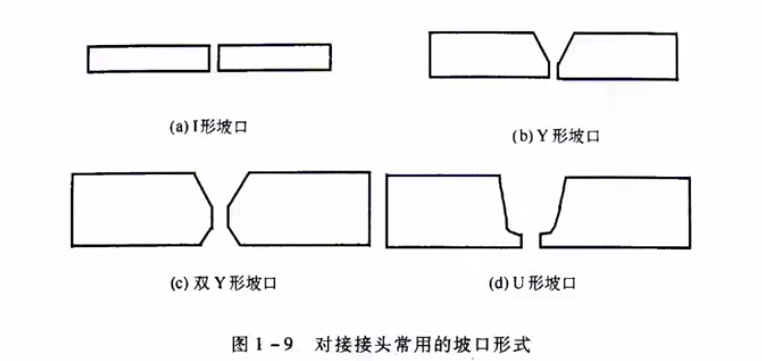
焊接坡口的类型和尺寸根据设计和工艺需要,在焊件的待焊部位加工并装配成一定几何形状的沟槽叫坡口,加工坡口的过程叫开坡口。开坡口的目的是为了保证电弧能深入接头根部,使根部焊透。便于清渣,获得良好的焊缝成形。